Aalborg White cement, together with other building materials companies, sponsored annual Concrete Canoe Race organized by Concrete Canoe Race committee who is part of the United Building And Structural Engineering (U-BASE) association, to compete in the annual Concrete Canoe Race against many universities across Europe.
We are pleased to share the success of canoe, the RodeoKanU, which is constructed using Aalborg White cement that is featured for its high purity and consistent quality, its white color is because exceptionally pure limestones are used for cement production.
In the construction of RodeoKanU canoe, students added various materials to increase its strength and durability like White cement, expanded glass as aggregates, Rheology admixture, Latex, PVA microfibres, and retardant.
During the race, students encountered challenging conditions that caused one of their canoes made from geopolymer to break while transporting, but RodeoKanU showed remarkable strength and remained intact even after drowning in water.
It has been 5 years that Aalborg White sponsored and provided white cement to Concrete Canoe Race, which has played a significant role in the strength of RodeoKanU boat.


Watering the RodeoKanU



RodeoKanU - Aesthetic Canoe
The natural white tint of the RodeoKanU comes from white cement which was used, not from using white pigment. It is in this way that we want to show that concrete does not need any artificial pigments to be aesthetically pleasing. Aalborg White cement achieves its white color by adding white clinker, which is produced using incredibly pure limestone. Since a ‘female mould’ is used, the outside of the canoe is incredibly smooth as well. We also made sure that the mix design was able to facilitate the aesthetic focus of this canoe.
Mix Design - Aesthetic
The mix design for the RodeoKanU canoe consists of the following mix:
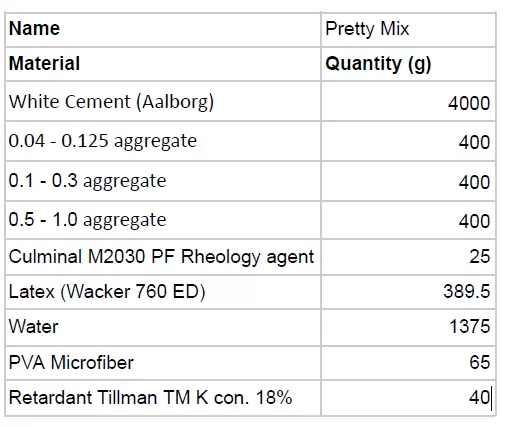
The PVA fibers used are type “Kuralon RSC15”, 8 mm long, diameter 40 microns, with
E-modulus of 36 MPa and tensile strength of 1600MPa. The aggregates are expanded glass from Poraver.
The ratio of the materials is done in weight. The total weight of the canoe is around 75 kg, based on the fact that it required around 10.5 batches of the Pretty mix.
The ratio of the aggregates is 1:1:1 in weight for each size range. This gives a very comfortable workability. Volume-wise there will be an abundance of smaller size aggregates, which should result in a low permeability.
To facilitate the way of casting the canoe, namely plastering it on the inside of the mould, arheology admixture was used to make the mix more sticky. This agent was kindly sponsored by IMCD. Applying a batch of concrete to the mould takes some time, which is why a retarder is put in the mix, giving ample time for casting. A mesh is used as reinforcement. This mesh does not add to the impermeability of the concrete. The full casting took about five hours, with two people needed for weighing and mixing the concrete and at least four people applying it to the mould.
At moments when we were short staffed, half batches were used to prevent having to disregard concrete that was already too much set to use.
The demoulding process of the canoe went very smoothly. Because of the application of vaseline to the inside of the mould before casting, the canoe came out without much trouble.
Production process
The canoes were produced using a female polymer mould. Using a mould like this comes with a couple of challenges, one of which is that the concrete needs to be the correct consistency to ‘cast’ it. The concrete has to be plastered on the sides of the sides of the mould. This female mould consists of two halves that are bolted along the length of the bottom of the canoe. Before casting the entire mould is cleaned and then coated with a thin layer of vaseline. The vaseline has two advantages: it helps the concrete stick when applying and helps release the canoe when demoulding. Next to that, a mesh was used for guiding the concrete up the vertical edges.
Small batches of concrete are mixed (about 3 liters) in order to keep the concrete batch from drying out too quickly. The most important aspect of the casting process is to keep a workable concrete mixture at all times. Making small batches when they are needed helps with this, and even halving the batches when short staffed. The concrete is applied to the mould in strips of approximately 25 to 30 centimeters, working from the middle of the canoe outwards, one cross section at a time. When one strip is done, mesh is immediately applied to the concrete and a second layer of concrete is added on top of the mesh. Special care is needed here to make sure both layers of concrete blend into one homogenous layer. This is done by carefully spreading, almost rubbing the concrete into the mesh so that delamination of the layers is avoided.
During the entire casting process a designated quality controller continually checked on the thickness of the canoe. The goal was a thickness of 6 mm, after which the mesh was applied and finished with another thin layer. The concrete is thicker near the junctions of wall and floor and near the bows. Once the entire mould was covered with two layers of concrete and mesh, the time has come for the concrete to cure. In order to keep the canoes hydrated during at least two weeks, wet towels are put on the canoes. The towels are kept wet almost continuously by watering the canoe on a daily basis.
For the unmoulding of the canoes, it was a matter of carefully loosening the bolts, wiggling a bit and lifting the sides from the canoe. This process went quite smoothly. The finishing of the canoes still has to be done at time of writing this report. The plan is to coat the canoes using a latex coating, and to spray paint designs and company logos on it. Pool noodles will be fixed to the edges to provide comfort for the paddlers against the rough edges of the canoes.
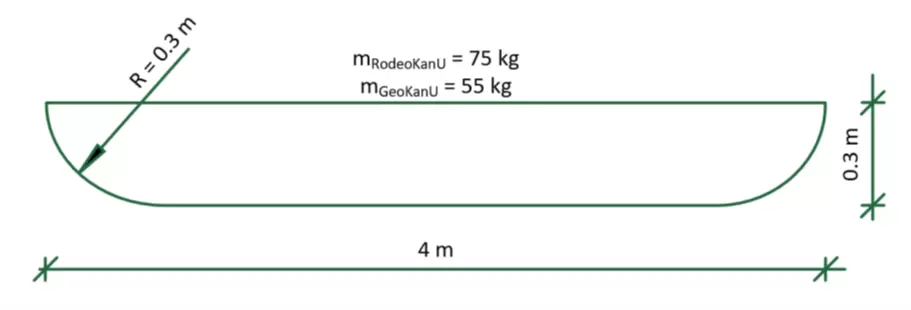
Dimensions, weight, buoyancy and structure
Since the mould was already present from day one, the team had to work with it as a boundary condition. This means that all of structural considerations had to fit this particular shape. they managed to work with this by constantly testing and improving concrete mixes in order to create a strong and sustainable canoe. The dimensions of canoe can be found in the image below. The maximum hull width is 70 cm. The canoe has a volume of 0.38 m^3, which results in a buoyancy of around 380 kg, or 3.7 kN. This means that the RodeoKanU can carry around 305 kg.
The above report was provided by Concrete Canoe Race Committee
Recommended Posts

Aalborg White Lecture for SCUT University Students
Share on